How One Petrochemical Plant Eliminated Costly Maintenance with Reliable Wastewater Preheating
Problem: Heat exchanger failed every 2-3 months due to solvent damage
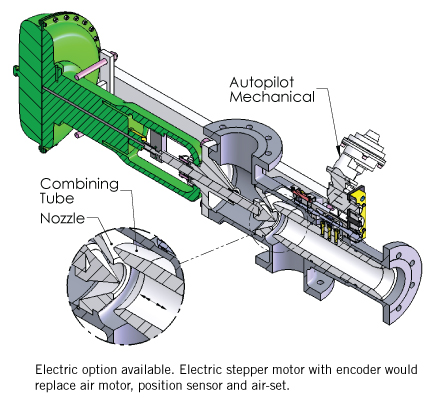
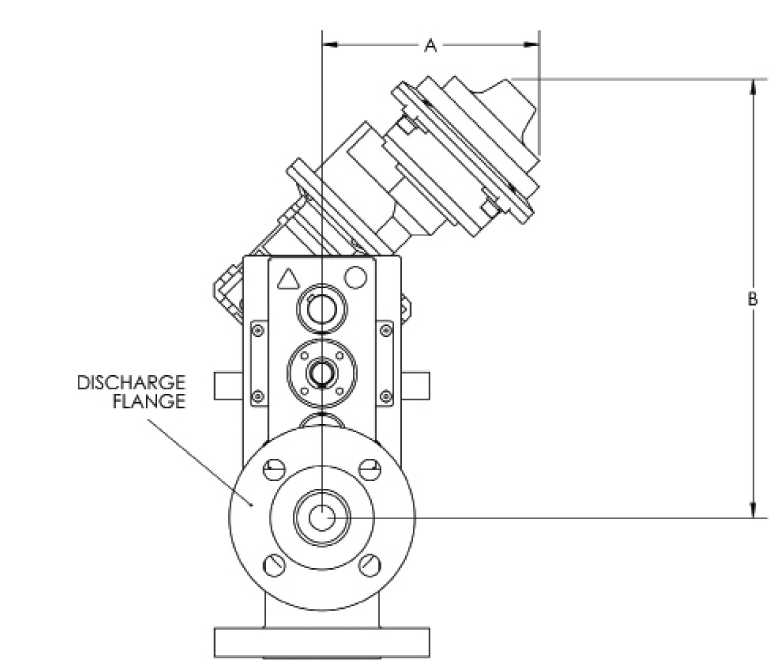
Solution: Replaced with a Hydro-Thermal K614 Hydroheater®
Results: Two years of flawless operation, saving $30K-$35K
PROBLEM
A petrochemical plant in Illinois needed to preheat a wastewater stream before it reached their main clarifiers. This stream contained organic solvents that rapidly degraded heat exchangers, leading to frequent maintenance and requiring costly steam to water bundles to be replaced every 2-3 months. The plant sought a more reliable heating solution with lower maintenance demands.
The plant had previously made some upgrades in the wastewater treatment part of their facility and installed a K613 Hydroheater®. They had success with the Hydroheater and decided to return to Hydro-Thermal for a solution to the new issue, since unlike the previous system, this one operated under higher pressure and needed to heat the water close to its boiling point at the outlet.
SOLUTION
The plant replaced its heat exchanger with the larger K614 Hydroheater®. This solution provided the necessary heating capacity to reliably increase the temperature of 270 GPM (1,022 L/min) of wastewater by 60°F (33°C), even during the cold winter.
The system is a pumpless recirculation application, meaning the flow is driven solely by the steam entering the heater. To achieve the required steam delivery of 10,000 lbs/h (4,536 kg/h) of 260 psig (17.9 bar) steam superheated to 440°F (227°C) and a 50°F (28°C) maximum temperature rise, the appropriate solution was the larger K614 Hydroheater, which can handle flows of approximately 680 GPM (2,574 L/min). The side stream being heated is a 6” (152 mm) line, with an inlet temperature of 90°C (194°F) and a maximum discharge temperature of 107°C (225°F).
Following up with the customer regularly since installation, the heater has operated without downtime or maintenance, exceeding expectations.
RESULTS
The new K614 Hydroheater has run flawlessly for almost 2 years with zero downtime or maintenance issues. This reliability has led to an estimated cost savings of $30,000-$35,000 by eliminating frequent maintenance and replacement parts.
This successful implementation has provided the petrochemical plant with a durable and efficient heating solution, eliminating recurring maintenance challenges from their previous heat exchanger and opening opportunities for further process improvements.
Constructed of: 316 Stainless Steel
Fluid: Low Solids Water
Flow Rate: 680 USGPM
Input Temperature: 194-239° F
Outlet Temperature: 205-268° F
Steam Pressure: 230-285 psig